
A Safety Valve has a singular purpose: Overpressure Protection and should NEVER be used as a process valve or pressure regulator.
Purpose of Safety Relief Valves
The primary purpose of a safety valve is the protection of life, property, and environment. The function of the Safety Valve is to protect life and property against failure to control system pressures, ie.. it offers the last means of reducing system pressure by releasing flow before total failure.

A safety valve is designed to open and relieve excess pressure from vessels or equipment and to reclose and prevent the further release of fluid after normal conditions have been restored. A safety valve is a safety device and, in many cases, the last link of process safety. It is important to ensure that the safety valve is capable to always operate and under all considerations.
Unlike most other valves, e.g. isolation, control valves etc, the Safety Valve is designed into systems in the expectation (and hope) that they will never be called into action.
Safety valves belong to the category of automatic valves, which are mainly used in boilers, pressure vessels and pipelines. The control pressure does not exceed the specified value, which plays an important role in protecting personal safety and equipment operation. Note they must be pressure tested before they can be used.
As per API 521 standard There are several reasons why the pressure in a vessel or system can exceed a predetermined limit. API 521 provides detailed guideline about causes of overpressure. Common causes of overpressure as under :
- Blocked discharge
- Exposure to external fire, generally known as “fire case”
- Thermal expansion
- Chemical reaction
- Heat exchanger tube rupture
- Cooling system failure
Each of the above listed scenarios may occur individually and separately from the other. They may also take place instantaneously. Each cause of overpressure also will generate a different mass or volume flow to be discharged, e.g. small mass flow for thermal expansion and large mass flow in case of a chemical reaction. It is the user’s responsibility to establish and advise a worst-case (governing) scenario for the sizing and selection of a suitable Safety relief device.
In an unprotected pressure vessel or a system if the pressure level exceeds the safe pressure level, then there could be catastrophic effects on both plant and personnel. The major purpose of a safety relief valve is to protect any pressurized system from the effects of exceeding its design pressure limit. These valves are designed to automatically discharge gas pressure or liquid from any pressure-containing system and thus it prevents excessive pressure and protects plants and personnel. In order to fulfil all this, a safety valve should be properly sized, selected, installed, and maintained.
How to Select a Safety Valve
- According to the media (air, gas, steam, liquid).
- Set pressure, popping pressure, and relieve pressure.
- According to the required capacity for the application.
- Factors such as temperature, back pressure, and corrosive media or environment must be considered.
- According to the operational characteristics.
- Normal working pressure is the operating pressure of the system under full load.
- Maximum allowable working pressure, it is the maximum pressure existing normal operating conditions.
- Set pressure, it is the pressure at which the valve starts to lift.
- Overpressure, it is the pressure that exceeds the set pressure and the valve starts to lift in this pressure.
Components of a Pressure Safety Valve
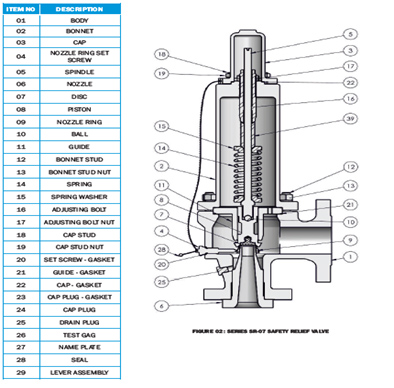
The above figure shows the major parts of the conventional pressure safety valve:-
- Cap– It is the top part of the safety valve, which covers the adjustment screw this could be threaded or bolted to the bonnet.
- Bonnet – It is the middle part of the valve and it houses the stem, spring, spring buttons, and guide plate. This device could be open or closed type.
- Body – It is the bottom-most portion and it encloses disc holder, disc, nozzle blow-down ring, and locking nut.
- Adjustment screw – This device is used for the calibration of pressure safety valve in a specified set pressure.
- Stem – This device properly aligns the components and transmits the power of the spring to the disc assembly.
- Spring and spring buttons – Spring will help to keep the valve closed and the spring button can uniformly distribute the spring force.
- Lift lever – Lift lever is used for manual pressure relief.
- Disc and disc holder – Disc is the device that would be affected by process pressure and they are vulnerable to galling, erosion, and pitting.
- Nozzle – Nozzle is the passage by which the process fluid enters into the valve. There are many types of nozzles available they are fully threaded and removable, semi threaded and removable, semi, welded in the valve body, semi pressed and removable.



